

Klipper Einrichtung …
Ab nun sollte Klipper lauffähig sein. Jetzt ist aber erst das Nötigste der Grundeinrichtung abgeschlossen.
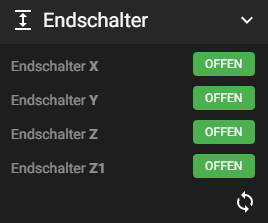
Bevor man mit den ersten Testdrucken beginnt, sollten die wichtigsten Funktionen überprüft werden. Dazu gehören auf jeden Fall die Endschalter (fälschlicherweise oft Endstops genannt).
Klickt man links wieder auf Machine, wird anschließend rechts ein Menü angezeigt, wo der Status der Endschalter abgerufen werden kann. Hier sollte man die Funktion jedes Endschalters prüfen, bevor man das erste Homing durchführt.
Arbeiten die Endschalter zuverlässig, kann man ein Homing probieren. Dabei empfehle ich zuerst ein Pseudo-Homing. Also die Achse händisch in die Mitte stellen, Homing klicken und die Endschalter von Hand betätigen. Dabei kann man auch gleich prüfen, ob die Achsen in die richtige Richtung fahren.
Sollte dies klappen, kann man ein Homing der Achsen durchführen und anschließend probieren, ob die Heizelemente am Extruder und am Druckbett korrekt funktionieren.
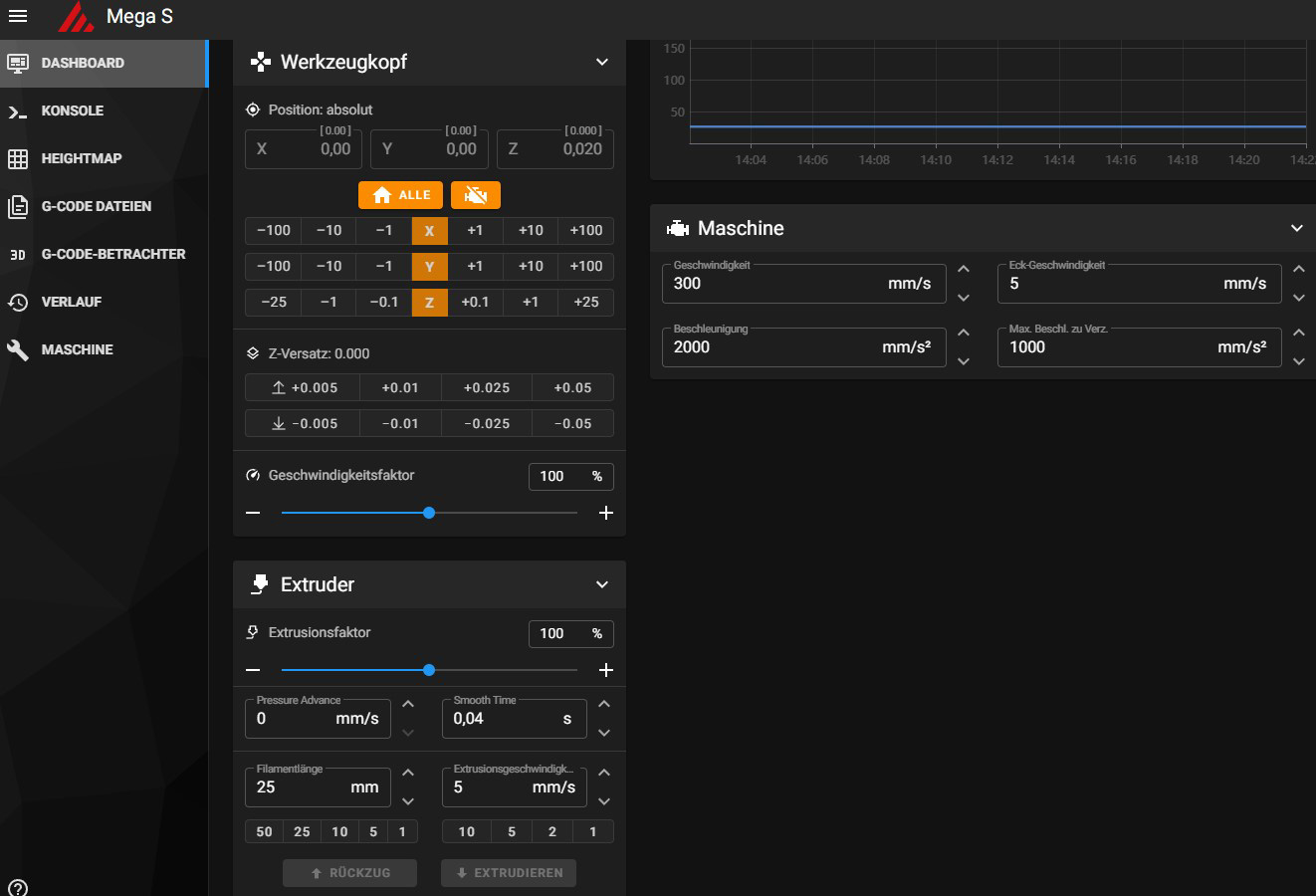
Dazu wechselt man über die linke Menüleiste auf das „Dashboard“ und klickt auf das Haus. Rechts werden im Grafikbereich die Temperaturen angezeigt. Wenn dort schon mal die korrekten Umgebungstemperaturen angezeigt werden, sieht die Sache auch schon mal gut aus und man kann vorsichtig auf eine niedrige Temperatur aufheizen, indem man bei „Ziel“ die gewünschte Zieltemperatur einträgt und bestätigt. Anschließend sollte man noch die E-Steps kalibrieren- bei Klipper heißt das „rotation_distance“ und ist Bereich „Extruder“ in der Konfigurationsdatei Printer.cfg hinterlegt.
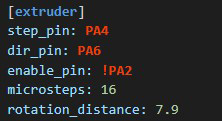
Achtung, die Rotation Distance im Screenshot gilt für einen umgebauten Mega S mit Titan Aero Direktextruder und nicht für den serienmäßigen Bowden Extruder des Mega S.
Über das Dashboard der Mainsail Weboberfläche kann man unter anderem auch eine manuelle Extrusion durchführen mithilfe derer man die Rotation Distance schnell kalibriert hat.
Hiermit ist die grundlegende Einrichtung von Klipper am Anycubic Mega S abgeschlossen. Sollte es Fragen bzgl. Bed Mesh Leveling oder Ähnlichem geben, können solche Details gerne bei uns im Forum in der Bastelecke abgehandelt werden.
Klipper G-Code …
Wie muss der G-Code für Klipper erstellt werden?
Im Slicer stellt man am besten die Codeausgabe für Marlin ein. Befehle zum Aufrufen des Bed Meshes, Beschleunigung- und Geschwindigkeitsgrenzen oder Ähnliches, müssen aus dem G-Code für Klipper entfernt werden. Sonst kommt es beim Programmaufruf zu Fehlermeldungen. Unbekannte Befehle werden zwar gemeldet, aber auch übersprungen, wodurch der Programmablauf nicht angehalten wird.
Folgende, häufig unter Marlin verwendete Befehle sollte der G-Code für Klipper beispielsweise nicht enthalten:
M501 (Default Werte aus EEPROM laden)
M420 (Bed Mesh laden)
M201 (Max. Beschleunigung X, Y, Z, E)
M203 (Max. Geschwindigkeiten X, Y, Z, E)
M204 (Retract Beschleunigung)
M205 (Jerklimit, Extrusionslimit)
TMC2208er Stepper Treiber werden von Klipper am Mega S auch weitere Konfiguration erkannt und korrekt im Standalone Modus angesteuert. Für den Betrieb der TMC2208er (2209er) im spreadCycle Modus unter UART sind zusätzliche Einstellungen und Anpassungen an der Verkabelung der Step Sticks (Treiber) nötig.
Wer weitere Funktionen wie Input Shaper (Schwingungen kompensieren), Pressure Advance (Linear Advance) usw. hinzufügen möchte, sollte zuerst immer in die ausführliche und sehr gut gestaltete Dokumentation von Klipper schauen. Dort wird alles sehr genau erklärt. Sollten dennoch Fragen aufkommen, helfen wir im Forum sehr gerne weiter.
Die vollständige Klipper Dokumentation ist hier zu finden.
Kommen wir abschließend zum Anycubic i3 Mega S Klipper Fazit …